
���ݳ����ٷ綴����Ի�״��϶ʽ��ѹ�����ܲ�����Ҫ�����˻�״��϶ʽ��ѹ������Ҫװ�乤�ղ��裬�Լ���װ����Թ����еľ��ȿ��ơ������˻�״��϶ʽ��ѹ��������װ�䷽ʽ�����ӷ��ſھ��ĽǶȲ�������ʽװ����ˮƽװ��������ԡ�
1 ����
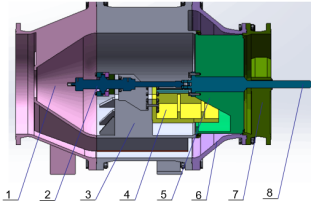
��״��϶ʽ��ѹ�������¼�ƣ������ѹ������װ�ڳ����ٷ綴���������·�ϡ���ͼ1��ʾ����ṹ��Ҫ��ǰ���塢�п���p���ͼ�������Ρ��ƶ���Ͳ��֧�ŶΡ�֧�Ÿ˼��ŷ�Һѹϵͳ�Ȳ�����ɣ���ṹ���ӡ���Ϊ�ڿ��������о�����ʱ�綴����Ĺ����������ײ����������ң��Ӷ�ʹ��·������ԭ�����ָ�Ƶ���ڸ��������ij�ʱ�����£������ѹ�����㲿�����ײ���ƣ�����ˣ������㲿������˨����ĸ������ɶ�����Ϊ��֤�����ѹ���ڷ綴����ʱ�����ȶ��ɿ�����Ҫ��������ƣ��㲿�����졢װ����ԡ��������Ȼ��ڽ����ϸ�Ŀ��ơ�
2 ��Ҫװ�乤�ղ��輰���ȿ���
2.1װ��ǰ��������Ԥװ���Բ���
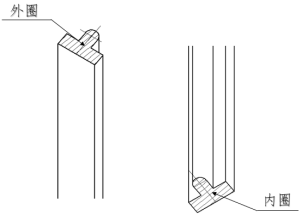
��1��������߽�ǿ������
�����ѹ����ǰ���塢�п��塢����Ρ�֧�Ŷ���װ����п�����߽�ǿ�����飬����ѹ��Ϊ����ѹ����1.5��,��ѹ15���ӣ���й©��
��2�����ͼ��뵼����װ����
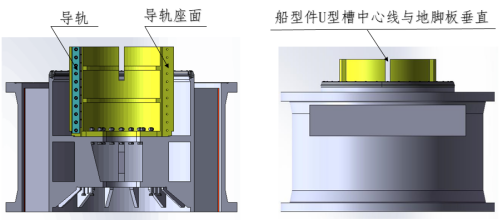
��鴬�ͼ������������ƽ�жȼ��������������Ĵ�ֱ�ȵ���λ�������ͼֽҪ����ϸ�������찲װ�ڴ��ͼ������������ϣ��ٶ���λ������и��죬ȷ��װ����ƶ���Ͳ�ڴ��ͼ�������ƽ��˳����
��3�����츱�뻬����ƶ���Ͳ����ĵ���
�������ƶ���Ͳͨ�������桢���ɵ�Ȧ����˨�̶����Ӻ����Ժõĵ��츱���ͨ������װ���ƶ���Ͳ�н��е��ԡ�װ����ƶ����츱��������츱�������ڻ����Ƿ�����˳���������衣
��4����������п���ĵ���
��Һѹ�ס���֧�ż���֧�ż�ѹ��ͨ�����ɵ�Ȧ����˨��װ�����������ͨ�������������������������������п�����װʱװ�������Ƭ����ͨ����˨�����ɵ�Ȧ����ĸ��������װ����е��ԣ�ʹҺѹ�ױ���ˮƽ�����п���ͬ�����˨�Գ���������������ס�����ӹ�����������п����ϲ��������ʽװ��ʱ�������ᶨλ����װ��
��5���п����뵼�츱��������ƶ���Ͳ����ĵ���
���п�������λ�ð�װ����о�ᣬ�����츱��������ͼ�+���죩װ���п����У�����˨�������п������ӵ���š�����Ա�����������+�ƶ���Ͳ���ͨ������װ���п��壬ͨ������о������Բ����������+�ƶ���Ͳ��������ƶ�ʱ��������п������ƶ���Ͳ��װ���϶����֤��϶���ȡ�ͬ��ȵ��ԴﵽҪ���Խ�������˨��������λ���ס�
��6���п������������Ρ�֧�Ŷεĵ���
���������װ���п����ϣ��Թ���о��Ϊ�������Բ�������������ֹ�ڵIJ�϶�������������������������Ͳ֮���ͬ��ȣ����Դ�Ҫ���������˨��������λ���ס���λ���ӹ��ú�����ͬ���ķ��������������װ������֧�ŶΣ�ͬ��ȴ�Ҫ���������λ���ס�
��7��Ԥװ���Թ����У���λ���ֱ������ú�ж֧�ŶΡ�����Ρ�����+�ƶ���Ͳ��������츱����ʽ����װ��Ρ�
2.2 װ����Թ��ղ���
��1��ѡ��װ�����
��2����ͼ2��ʾ���п����봬�ͼ�+���죨���츱����װ�����ᶨλ����˨����ĸ������
��3���п������ƶ���Ͳ��װ���Ϲ���Ҫ������п��塢���츱����Ͳ+����+֧�Ÿ˵���װ����ͼ3��ʾ��
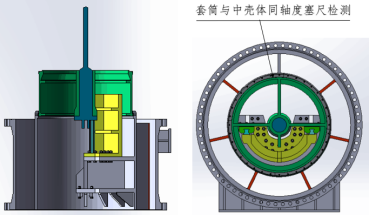
ͼ3 �п��塢���츱���ƶ���Ͳ+����+֧�Ÿ˵���װͼ
��4���п�����װ��������ε���װ
��������п������ᶨλ����˨����ĸ��������֤������Բ�������������Ͳ��ɵĽ������ȣ���ͼ4��ʾ��
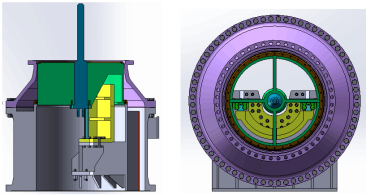
ͼ4 �п�����װ��������ε���װ
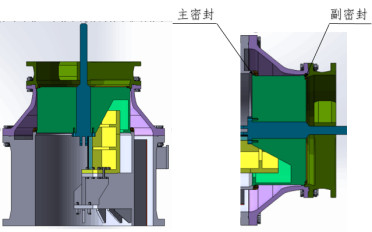
��5����35o ��T�����������ܷ�Ȧװ�䡣�������ܷ�Ȧʾ��ͼ����ͼ5��ʾ��
װ֧�Ŷ�֮ǰȷ����Ͳ���������ܷ���֮����룬��֤֧�ż���װ�����ŷ��������µ��������ܷ�Ȧͬʱ�ܷ����ܷ�ɿ�����ͼ6��ʾ��
��������п�������������װǰ�ѵ�����ɣ�װ��ʱ���ᶨλ����˨����ĸ���̡�
��8����װֱ��λ�ƴ�������
��9�������������ܷ⸱
Ϊ��ʹ��Ͳ������ƶ���Ͳ�����飩���ŷ��������£����������ܷ�Ȧͬʱ�ܷ⣬���ƶ���Ͳ���п����麸�����ܷ�Ϊ�����ƶ���Ͳ��֧�Ŷ�֮����ܷ��ͨ������֧�Ŷλ�ӵ�����Ƭ�ķ����ﵽͬʱ�ܷ⡣
��10���п�����װ����ǰ�����װ��
ǰ���塢�п�����Ϸ���ֹ�ڶ�λ��O��Ȧ�ܷ⣬��˨����ĸ���̣���֤���������ͬ��ȴ�Ҫ��
3 װ�乤�նԱȷ���
���ڻ����ѹ���ھ����϶࣬װ�侫��Ҫ��ϸߣ������ѹ����װ�乤�մ�װ�䷽ʽ�Ƕȷ����Ϊˮƽװ�估��ʽװ�����֣���ϻ����ѹ���ֳ�ʵ���ľ����ܽᣬ������Ӧ�ԶԱȷ������¡�
��1��װ�����ͬ
��ʽװ�����п�����ǰ������װ��һ�෨����Ϊ����ˮƽװ�����п���������ˮƽ�����ߵ�����Ϊ������֤�п���������װ�����ƽ�С�
��2��ͬ��ȵĵ��Ի��빤��ͬ
��ʽװ���п������ƶ���Ͳ���������Ρ�֧�Ŷε�ͬ��ȵ���Ӧ��װ��ǰ���С������п������IJ�λ��װһ������о�ᣬװ����Ͳ���������Ρ�֧�Ŷ�ʱ�ڹ���о���Ϲ̶�ǧ�ֱ����ֱ��������п����������㲿����ͬ��ȣ����������⡣�ƶ���Ͳ���г̼��������ر�ʱ���ɻ����ѹ���������ŷ�Һѹװ�ü�λ�ƴ��������е��ԡ�
ˮƽװ�䣬���ڿھ��ϴ��п������ƶ���Ͳ���������Ρ�֧�Ŷε�ͬ��ȵ�����װ��ʱ���С����п�����ǰ������װ�ķ���һ�࣬��װһ����������װ�ã��ô�������װ�õĴ��������п���������ͬ�ᣬ�ڵ綯ִ�����Ĵ�����ʹ���մ�����ת�������п���װ������������ֱ����ͬ��ȵĵ��ԡ��ô�������װ�û��������õ綯ִ�����е�λ�ƴ�����ģ���ѹ����Һѹװ��ϵͳ�����ĵ����ƶ���Ͳ���г̣�����ȫ����ȫ�ص�����ʱ�䡣������ͬλ�����ƶ���Ͳ�������֮���γɻ�������Ľ�������Լ����ܷ⸱��ϵľ����ԡ�
��3����Ӧ�Է���
DN2000�����ѹ��������67�֡��ܳ�5.7�ס��ܸ�3.2�ף�������ʽװ��ʱ����Ҫ��������ּܣ��ڵؿӣ�װ�����ʱ��Ҫ�䱸��̨1.25�������غɵ�����������װ������ĸ߶�Ҳ��Ҫ���ұ����ȡ��ȫ������ʩ��������ʽװ��������DN1000���µĻ����ѹ����װ�䣬���п������ƶ���Ͳ���������Ρ�֧�Ŷ���װ��ͬ��ȵ���ʱ���������ϲ���������Ӱ�졣
ˮƽװ��ʱ����װ��ͬ��ȵ������ܵ�������Ӱ���½��У���Ҫ���п�����һ�����ר�ô�������װ������֤�п������ƶ���Ͳ���������Ρ�֧�Ŷ�֮���ͬ��ȡ�DN1000���ϵ�ѹ��ˮƽװ��ʱһ��װ������߶Ⱦ���������Ҫ��
4 ����
�����ѹ����װ������Ծ����˷��ŵ��������ܺ�ʹ������, �÷��ŵ����������ڷ綴ϵͳ��ֱ��Ӱ�����������ݵľ�ȷ�ԡ�ͨ�������ֻ����ѹ��װ�䷽ʽ�ĶԱȷ������ó�����ʽװ����ˮƽװ�����ȱ�㣬���ƶ�װ�乤��ǰ�ɸ��������������������������ѹ���IJ�����װ�侫�ȵ��ۺ�������ѡ��װ�䷽ʽ���Ӷ���֤�����ѹ��������ͬ��ȡ��г̵��ھ��ȡ�ȫ�г̿���ʱ�䡢�ܷ�й©���ȸ�������ﵽ���������о�����綴�����Ҫ��