
01 概述
在渣油、重油等劣质原油的加工过程中,由于其不仅黏度大而且含硫高,需采用特殊工艺装置才能保持汽油的辛烷值。沸腾床加氢、浆态床加氢、悬浮床加氢等是冶炼重质、劣质油的特殊工艺装置,其中沸腾床加氢工艺是目前加工重质、劣质油的最有效方法。该工艺需要加入固体催化剂,硬度达60HRC,直径约为50μm,操作温度为400~460℃,操 作压力为18~22MPa。沸腾床渣油加氢装置用的高温高压耐磨球阀,不仅需适应气、液、固三相工况, 而且要满足高温、高压条件下承受催化剂的冲刷、磨损和腐蚀,在温度、压力频繁变化的条件下,避免出现耐磨涂层剥落、疲劳交变等现象。
2.1 浮动球结构
通常,金属密封球阀大多为固定球结构。沸腾床渣油加氢装置系统内的介质含有固体颗粒,为防止颗粒进入弹簧腔,所以阀门设计成浮动球结构。进口端为浮动式阀座,安装预紧碟形弹簧。出口端为固定式双面密封阀座,阀座由压环固定在阀体内部(图1)。阀座的前面为凹球面,与球体形成密封副。阀座的后面有2种结构,一种是平面密封,与阀体出口端内孔的硬质平面形成密封副,另一种是球面密封(图2)。阀座的后面是凸球面,阀体出口端内孔加工成凹球面密封面,二者形成密封副,对超硬密封面的研磨和配研都很有益处。
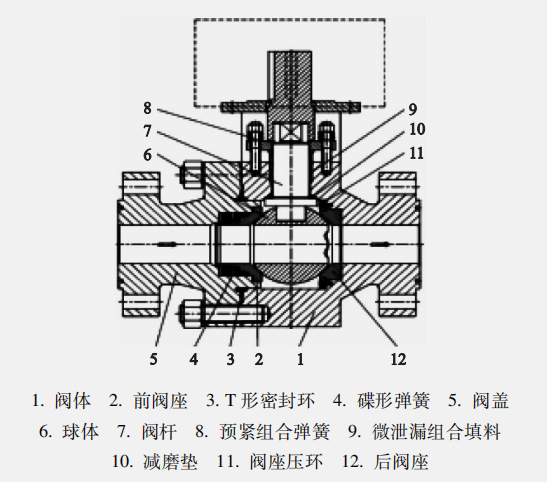
图1 沸腾床渣油加氢装置用耐磨球阀

图2 双球面阀座结构
2.2 W形双曲面缺口
为减少球阀在启闭瞬间介质对阀座的冲刷,降低介质的流速,在球体的孔口设计W形缺口。国 的一些产品也设计了W形缺口,但只是对缺口处进行修磨。将W形缺口改为双曲面型(图3~图5), 双曲面型缺口可使球体内孔通道和球体外球面的连接处均为相切平滑过渡,避免相交尖角过渡,即使打磨也达不到相切效果。该球体孔和外球面均需硬化处理,W形双曲面缺口对防止局部应力集中和硬化层剥落起到良好效果。同时,双曲面型缺口增加了其加工工艺的复杂性,需要在五轴联动加工中心上安装edgecam软件进行编程才能完成。
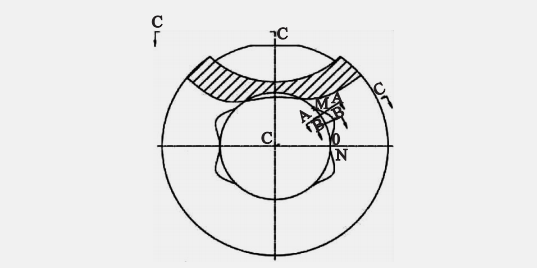
图3 球体通道口的 W 形缺口
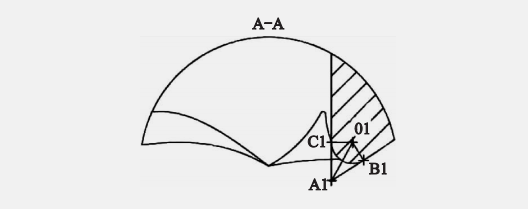
图4 图3A-A剖视图
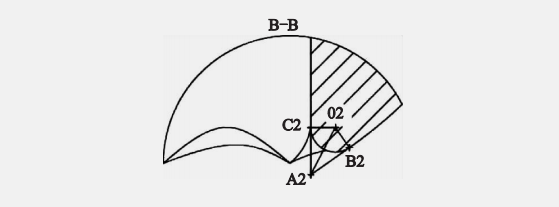
图5 图3B-B剖视图
2.3 T形压力自紧密封圈
由于介质是高温高压且其温度冷热交变,对阀体、阀盖连接端的密封垫要求很高。法兰密封面设计2道密封,外面是榫槽连接面加缠绕式垫片,里面是T形自紧密封圈。该自紧密封圈的外侧各有15°斜面与阀体、阀盖的对应斜面组成密封副。该处密封副要求具有硬度差。T形密封圈采用F347H,经固溶和稳定化处理,硬度较低,但对阀体、阀盖的密封面则堆焊 STL硬质合金,能满足硬度差要求。T形自紧密封圈还有一个功能,就是当介质压力增大时,会使密封圈发生变形,贴紧密封面,达到自紧密封效果。
2.4 表面硬化处理
球体和阀座密封面可根据阀门不同的加工工况,选用超音速喷涂(HVOF工艺)、火焰粉末重熔 技术(SP工艺)和激光熔覆技术,来提高表面硬度和抗擦伤性能。超音速喷涂WC或CrC ,涂层厚度为0.3~0.6mm,硬度大于65HRC,结合强度约为100MPa,过渡层为机械结合。火焰粉末重熔和激光熔覆的过渡层为冶金结合,抗剥落的效果更理想。阀体内腔、流道和球体孔均采用超音速喷涂耐磨合金,提高抗冲刷性能,喷涂硬化层硬度为64~68HRC,结合强度大于69MPa,涂层的有效厚度为0.2~0.5mm。
2.5 阀杆
浮动球阀的开启扭矩很大,阀杆的设计不仅要选用耐腐蚀、耐高温、强度高的材料,而且能承受计算扭矩2.5倍以上的操作扭矩。阀杆下端外表面及凸台上平面应堆焊硬质合金,与填料接触表面用超音速喷涂硬化层,还要精磨并抛光,其表面粗糙度值Ra <0.1μm。
TAGS